|
● 熔模精密铸造工艺
熔模铸造又称脱蜡铸造或精密铸造,需先用金属模具压射出蜡模,通过蜡模复制出陶瓷模壳的型腔,再将熔炼好的高温液态合金注入型腔得到与蜡模形状相同的铸件。熔模铸造工艺可以生产精密、复杂、接近零件最后形状的铸件,可不加工或很少加工就直接使用。熔模铸造工序多,能源、辅助材料和劳动力消耗多,许多工序需要手工操作,与其它铸造工艺相比生产周期长,生产成高,铸件的尺寸和重量受到限制,熔模铸件的重量大多在10公斤以下。
熔模铸造的工艺流程取决于铸件的材质、结构和工艺质量要求。基本流程大体相同,如下图所示:
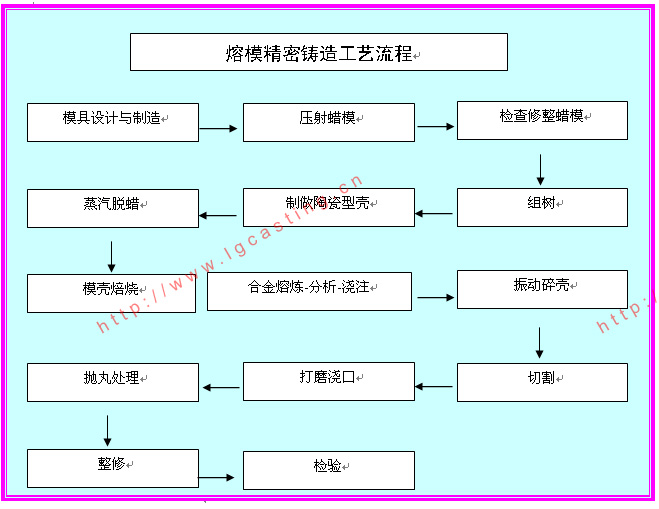
熔模铸造的基本过程描述如下:
1. 射蜡:熔模铸造的生产流程始于蜡模制造,首先需要在射蜡机上用金属模具压射出用于复制铸件的蜡模,每个铸件都需要一个蜡模。
2. 修蜡:整修蜡模上的进蜡口、分模线以及飞边、流纹等缺陷并检查蜡模是否符合要求。修蜡的工作量取决于模具状态、蜡件的形状和质量要求。
3. 组树:将检查合格的蜡模粘接到浇注系统上形成一棵“蜡树”,每棵蜡树上所粘接的蜡件数量取决于铸件的形状、大小以及浇注系统的结构。组合的铸件重量与整棵树消耗的钢水重量的百分比叫做铸件出品率(overall yield of casting),是关系到铸件生产成本的重要指标。一般来讲重量大、表面积小、厚度均匀的实心铸件出品率比较高。
4. 制壳:蜡树经过清洗后在其表面均匀涂上一层硅溶胶和锆英粉陶瓷浆料,并以很细的锆英砂包覆。这种陶瓷材料必须具有高的耐火度、极低的杂质含量和非常好的尺寸稳定性。第一层壳大约需要干燥6-12个小时再用稍粗一点的砂做第二层、第三层、第四层等。涂覆的层数和干燥时间取决于铸件的形状和大小。整个制壳过程大约需要持续5-10天。
5. 脱蜡:用高温蒸汽将包在陶瓷模壳里面的蜡熔化并通过浇注系统排出,从而在模壳内部留下空穴。
6. 焙烧:将脱蜡后的模壳在1100℃左右的温度下进行高温焙烧,以除去残留的蜡料、水分并使模壳获得高温强度和良好的充形能力。
7. 熔炼浇注:按规定的材质标准熔炼合金,经成分检测合格后按规定的工艺参数将液态合金浇注到经过烧结的模壳里面形成需要的铸件。
8. 清理铸件:用振动碎壳机除去包在铸件外面的模壳,再经过抛丸、切割、打磨、整修、检验等工序后得到所需要的铸件。清理的工序烦简和难易程度取决于铸件的结构和质量要求,影响到铸件的出货快慢和生产成本。
● 熔模铸造的优势
. 铸件尺寸精度高,表面光洁度好,可免除或减少机械加工,节省材料和加工费用;
. 可生产形状复杂的零件,或将多个零件铸成一体,省去组合或焊接工作;
. 可以在产品上铸出精美的文字或图案,尽情展现你的公司及产品形象;
. 材料不受限制,可根据客户需要采用各个国家的标准配制各种合金材料;
. 铸件生产效率高、重复性好,容易实现大批量生产。
| 



